优点:
1.熔核形成时,始终被塑性环包围,熔化金属与空气隔绝,冶金过程简单。
2.加热时间短、热量集中,故热影响区小,变形与应力也小,通常在焊后不必安排校正和热处理工序。
3.不需要焊丝、焊条等填充金属,以及氧、乙炔、氩等焊接材料,焊接成本低。
4.操作简单,易于实现机械化和自动化,改善了劳动条件。
5.生产效率高,且无噪声及有害气体,在大批量生产中,可以和其他制造工序一起编到组装线上。但闪光对焊因有火花喷溅,需要隔离。
缺点:
1.目前还缺乏可靠的无损检测方法,焊接质量只能靠工艺试样和工件的破坏性试验来检查以及靠各种监控技术来保证。
2.点、缝焊的搭接接头不仅增加了构件的重量,且因在两板间熔核周围形成夹角,致使接头的抗拉强度和疲劳强度均较低。
3.设备功率大,机械化、自动化程度较高,使设备成本较高、维修较困难,并且常用的大功率单相交流焊机不利于电网的正常运行。
1、使用范围
电阻焊变压器主要用于焊机的额定频率为50-60赫兹,电压值为1000V以下的交流电源。主要应用于点焊机、缝焊机和对焊机等设备中。
2、使用环境
1)海拔高度不超过2000m;
2)环境温度在40℃以下;
3)相对湿度在90%以下;
4)没有剧烈震荡和冲击振动的场所;
5)周围环境空气中,不得含有腐蚀金属和破坏绝缘性能的有害气体或可燃气体及灰尘等,使用过程中,切忌使变压器受到水、雨、雪的侵蚀;
6)外部电源电压不得超过额定电压的10%。
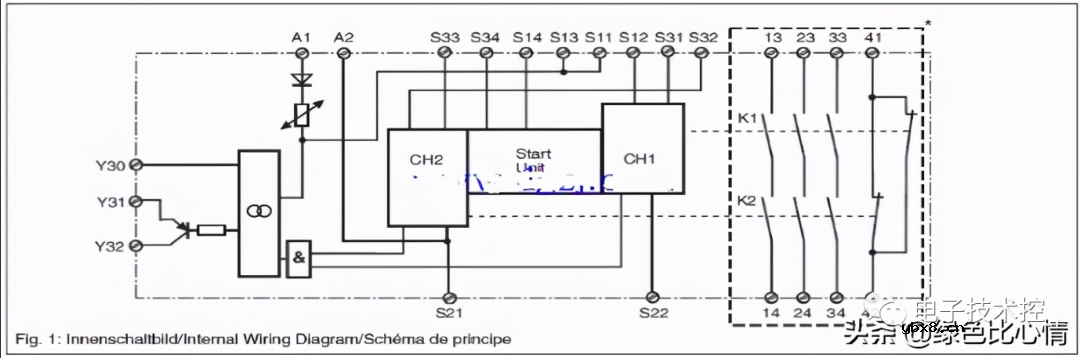 继电器几个典型常用的接线图
继电器几个典型常用的接线图
时间:2026-03-06
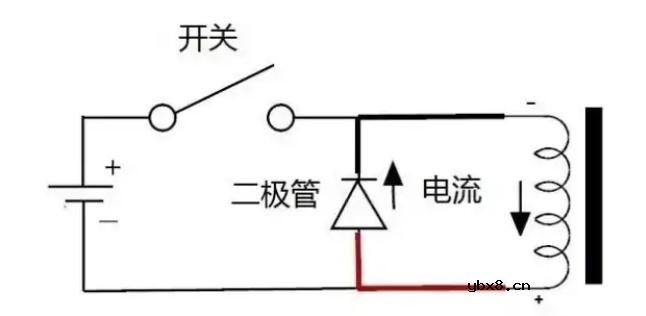 为什么直流继电器要并联二极管呢?
为什么直流继电器要并联二极管呢?
时间:2026-03-06
 更换或使用继电器时需要注意哪些事项?
更换或使用继电器时需要注意哪些事项?
时间:2026-03-06
学习PCB设计需要知道的16个原则
时间:2026-03-06
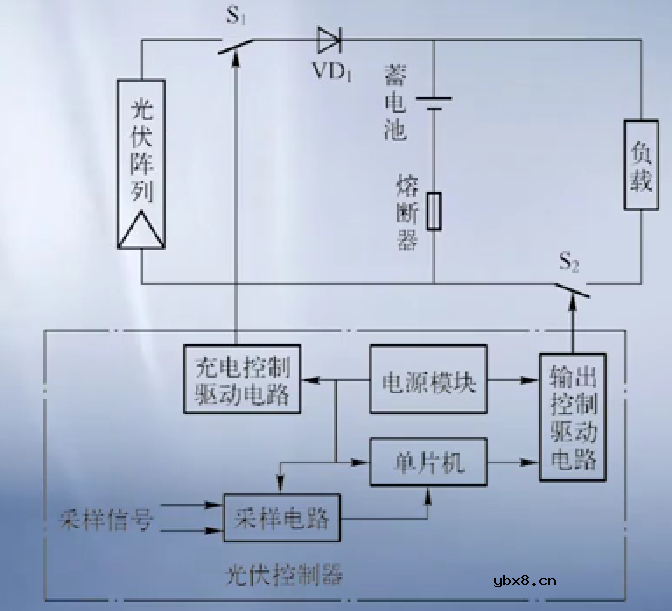 光伏控制器简介
光伏控制器简介
时间:2026-03-06
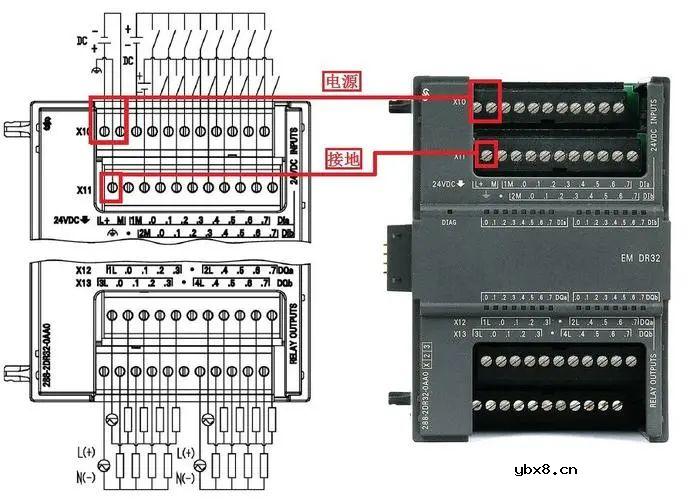 PLC现场安装和维护的注意事项介绍
PLC现场安装和维护的注意事项介绍
时间:2026-03-06
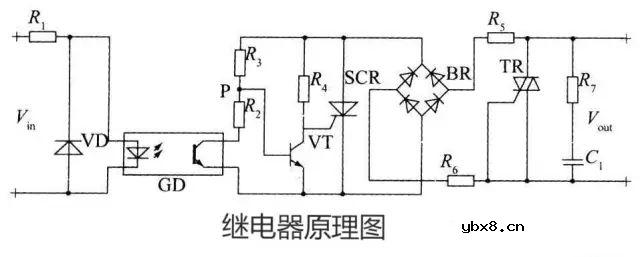 继电器的工作原理以及驱动电路解析
继电器的工作原理以及驱动电路解析
时间:2026-03-06
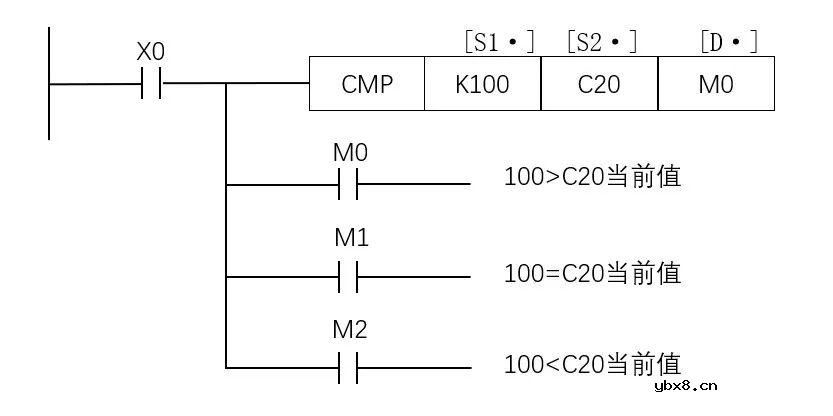 三菱PLC功能指令介绍(二)
三菱PLC功能指令介绍(二)
时间:2026-03-06
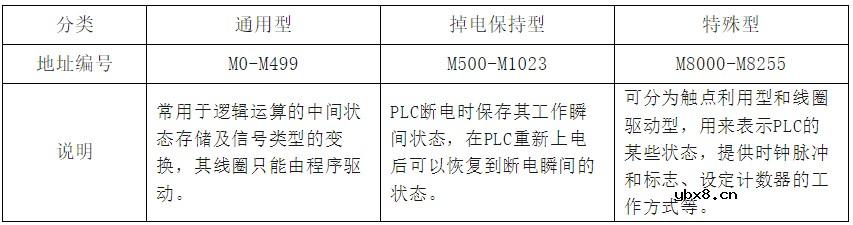 三菱PLC辅助继电器和定时器介绍
三菱PLC辅助继电器和定时器介绍
时间:2026-03-06
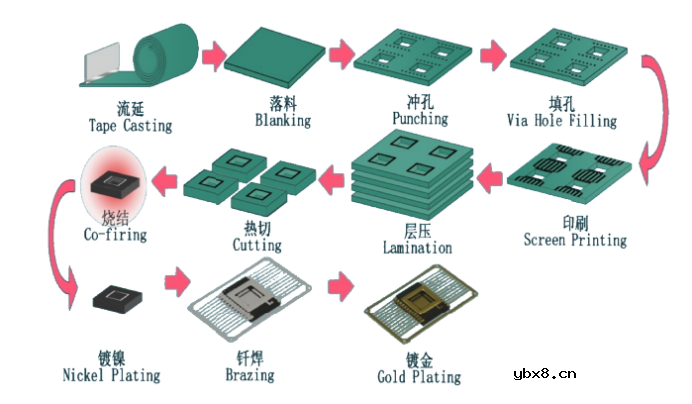 HTCC:半导体封装的理想方式
HTCC:半导体封装的理想方式
时间:2026-03-06
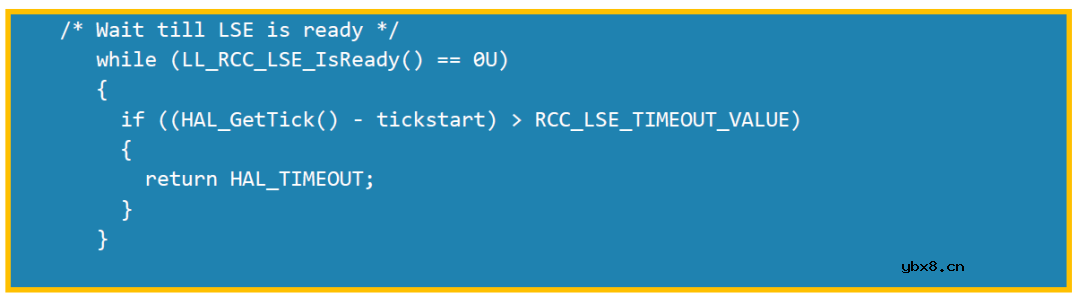 关于STM32WL LSE 添加反馈电阻后无法起振的...
关于STM32WL LSE 添加反馈电阻后无法起振的...
时间:2026-03-05
 电阻的标称阻值和允许偏差
电阻的标称阻值和允许偏差
时间:2026-03-05
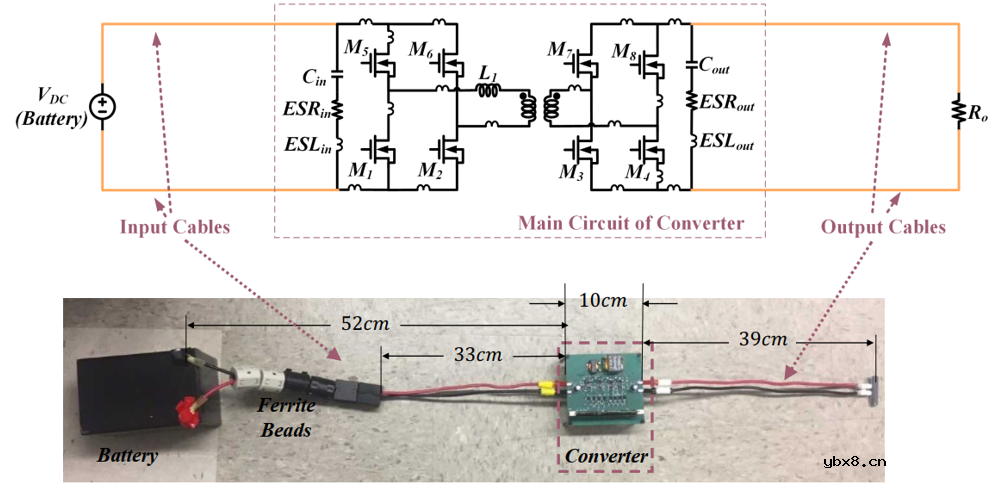 使用过滤器电容器和诱导器来抑制受辐射的EM...
使用过滤器电容器和诱导器来抑制受辐射的EM...
时间:2026-03-05
如何正确的选择电容?晶振电容的计算方式
时间:2026-03-05
漆膜电容器的结构与特点
时间:2026-03-05
玻璃釉电容器的结构与特点
时间:2026-03-05
超级电容器在汽车控制中的应用
时间:2026-03-05
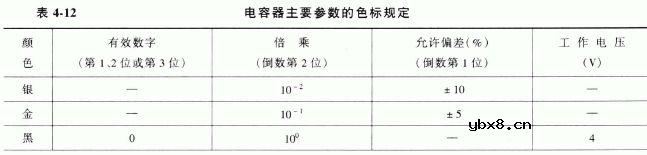 电容器的色标法
电容器的色标法
时间:2026-03-05
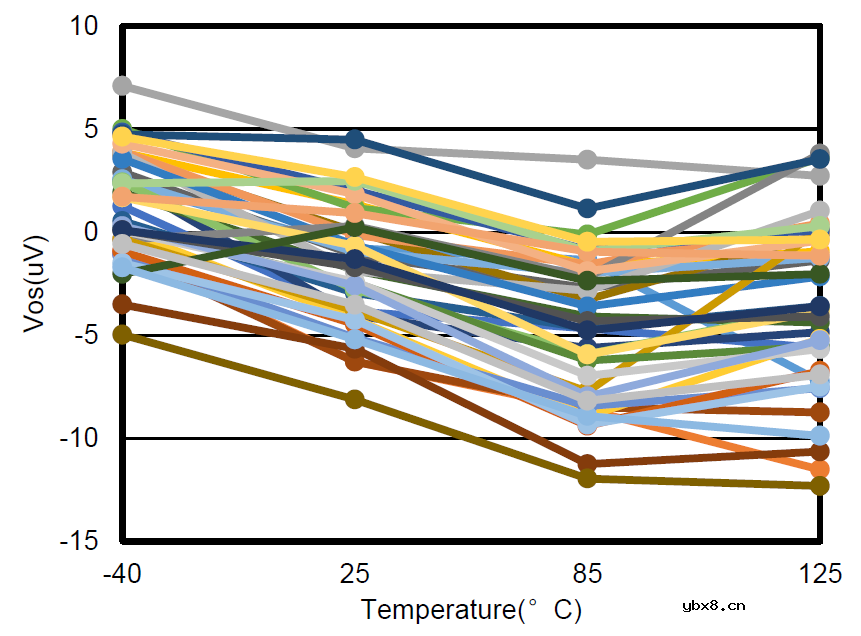 3PEAK高压零漂放大器契合精密应用
3PEAK高压零漂放大器契合精密应用
时间:2026-03-05
绝缘电阻表原理_绝缘电阻表的作用
时间:2026-03-05